





长春优良钢包镁铝砖厂家

镁碳砖有烧成油浸镁碳砖和不烧镁碳砖两种制砖方法。前者制砖工艺比较复杂,很少采用,此处只简要叙述不烧镁碳砖的制砖工艺特点。泥料的制备。配种时颗粒临界尺寸的选择是重要的。骨料颗粒细化,可减少开口气孔率,增强抗氧化能力。但是骨料颗粒小,会使闭口气孔增加,体积密度降低。另外,细粒MgO骨料容易和石墨反应,通常认为颗粒粒径1mm为宜。在有高压成型设备的条件下,镁砂的颗粒趋向于微细化。我国成型设备的压力较低,为了提高耐火砖密度,许多厂家采用5mm以上的颗粒直径。
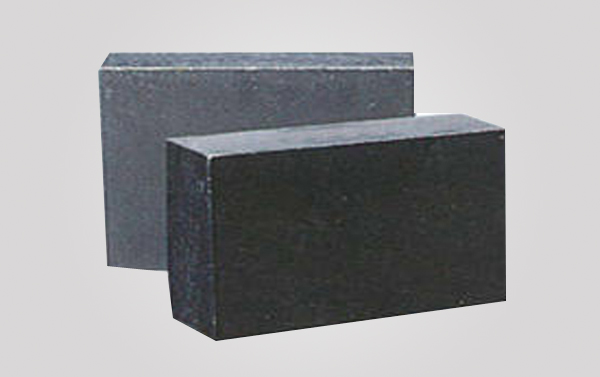
镁碳砖的优良性能依赖于砖中碳的存在,他使用过程中碳的氧化易造成制品组织劣化,优良钢包镁铝砖使炉渣沿着缝隙侵入砖中,侵蚀氧化镁颗粒,降低镁碳砖的使用寿命。钢包镁铝砖厂家目前主要通过添加抗氧化剂的手段来提高镁碳砖的抗氧化性选择抗氧化剂的原则1根据热力学数据及使用条件判断可能存在的凝聚相及各气相蒸汽压的大小2比较各凝聚相与氧亲和能力的大小与CO反应的可能性。
成型的镁碳砖坯必须经过硬化处理才能使用,硬化处理的温疫对耐火砖的性能有很大的影响。经研究证明,在200一250℃硬化处理较为合适,对于保证砖的体积密度、降低气孔率等均有女子处,高于250℃和低于200℃时,硬化处理均会带来不良影响。要严格升揾制空。通常在50—60℃时,因树脂软化,应适当保温;在100—110℃,因有溶剂大量排出,应保温;住200—250℃,为使反应完全,也应适当保温。
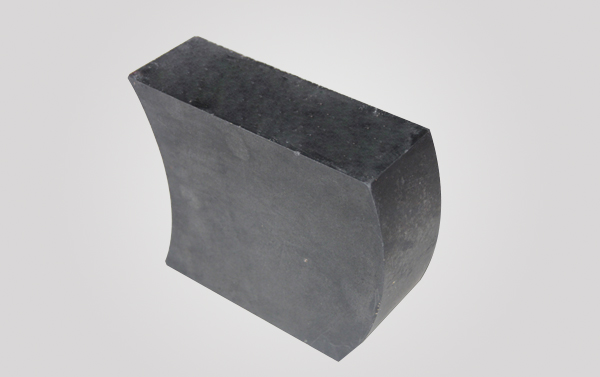
镁碳砖的成型是使耐火砖组织结构致密化的重要因素:由于泥料中石墨量大,骨料临界颗粒小,因此宜采用高压成型并严格按照先轻后重,多次加压的操作规程压制,以免产生成型裂纹。采用抽真空,排气加压的操作规程。另外,高压成型的砖坯表面非常光滑,搬运和筑砌时易滑动,所以成型后的砖坯要采取浸渍或涂抹0.1一2mm厚的热硬性树脂形成树脂膜防止滑动。一般称这种处理为防滑处理。
1、电熔镁砂:是天然菱镁矿石、轻烧氧化镁或烧结镁砂经电弧炉熔融而成的碱性耐火材料。电熔镁砂的主晶相为方镁石,熔点为2800℃,在真空中1600℃就开始升华,在还原气氛中2000℃以上开始升华,密度大于3.40g/cm3,气孔率0%-10%,莫氏硬度5.5,抗碱性炉渣侵蚀性很强,化学性质稳定,在1500℃的高温下与除硅砖以外的各种耐火材料之间不起反应或弱反应。外观应为经过完全的熔融结晶比较明显,不允许混入其它镁砂或杂物。
